
到货能装
孔位、槽位、内孔、厚度和外形按图纸或旧刀样品控制,减少现场二次修磨。
检测
食品机械刀片的质量控制不只看锋利度,更要保证到货后能装机、切割稳定、清洗后不易生锈,并且后续复购批次能保持一致。

利坚会把图纸、旧刀样品或设备型号转化为可检查的尺寸和工艺要求,重点控制材料、硬度、孔位、厚度、刃口和表面状态。

图纸、旧刀样品或设备型号越明确,越容易把外形、孔位、厚度、刃口方向和包装要求转化为可复购的稳定规格。
质量控制围绕装机尺寸、切割稳定、清洗环境和批次一致性展开,服务食品机械刀片的长期使用。
孔位、槽位、内孔、厚度和外形按图纸或旧刀样品控制,减少现场二次修磨。
刃口角度、齿距、锋利度和表面状态结合食品质地处理,兼顾切面和寿命。
按潮湿、盐分、清洗剂和食品接触环境选择材料与表面处理,降低锈蚀风险。
把已确认规格沉淀为关键尺寸和工艺要求,后续补货更容易保持同一使用体验。
根据肉类、水产、果蔬、烘焙或包装工况确认钢材类型、厚度和表面要求,避免材料与清洗环境或切割负载不匹配。
按刀片用途和切割负载控制硬度范围,兼顾耐磨、抗冲击和刃口保持,降低过软磨损快或过硬崩口的风险。
检查外形轮廓、安装孔、槽位、内孔和关键装机尺寸,重点解决替换刀片到货后无法安装或需要长时间调机的问题。
检查厚度、平面度、直线度和变形风险,保证装机间隙、切割压力和长条刀/圆刀运行状态更稳定。
根据食品和包装材料检查单面刃/双面刃、刃口角度、毛刺状态、齿距或打孔间距,直接影响切面、掉屑、毛刺和易撕效果。
检查抛光、划痕、锈点和清洁状态,并按运输距离和仓储环境做防锈包装,降低到货锈蚀和磕碰风险。
检测
这组图片适合放在质量控制页作为技术佐证,展示可围绕刃口形貌、元素成分、金相组织和硬度做分析判断。具体批次检测项目以订单要求、材料和刀片用途为准。
保留原始报告截图提升可信度,页面标题和说明负责解释每张图对采购客户的意义。
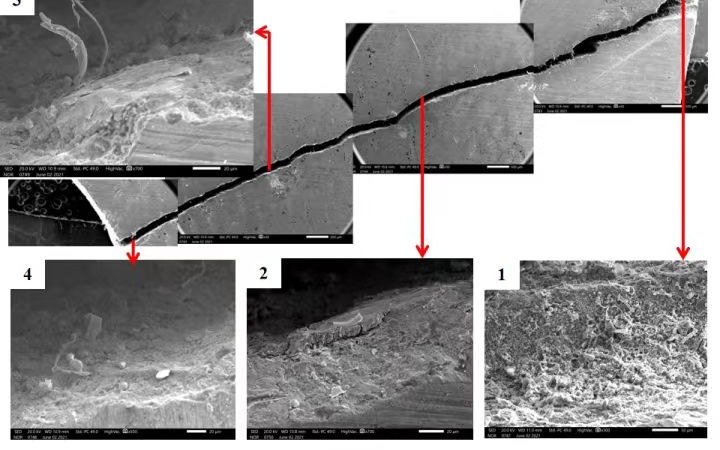
用于观察刃口、裂纹、磨损痕迹和异常表面特征,帮助判断失效原因和刃口状态。
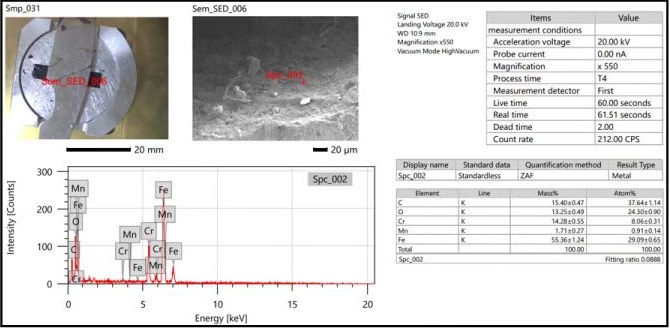
用于核对检测区域元素组成,判断裂纹或异常区域是否存在异常元素,辅助材料分析。
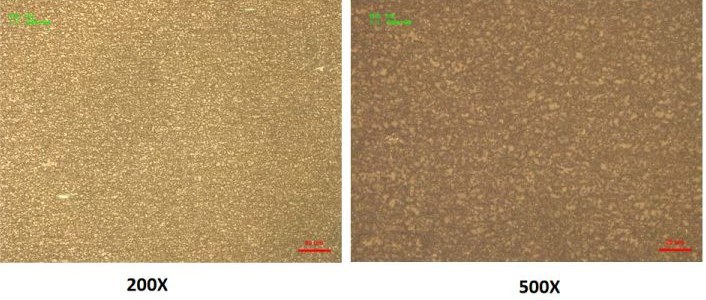
用于观察热处理后的基体组织、均匀性和明显碳化物偏析情况,辅助判断工艺稳定性。
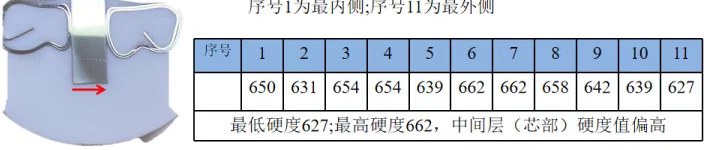
通过不同位置硬度记录判断热处理一致性,确认硬度范围是否符合刀片用途和切割负载。
食品机械刀片质量控制重点覆盖材料、硬度、孔位、厚度、刃口角度、表面处理、批次一致性和运输防锈等可衡量风险。